Magnetic field influences inversely the sputtering voltage. In other words, when the magnetic field on the surface of thesputtering target increases, the operating voltage of magnetron sputtering will decrease. It happens because the sputter-etched surface of the target gets closer to the strong magnetic field of the permanent magnet behind the target. To be noted, when the magnetic field strength increases above 0.1T, its effect on the sputtering voltage is no longer obvious.
In order to reduce the influence of this factor, the thickness of the sputtered material is not arbitrary, but limited. In general, thicker non-magnetic targets can be used in stronger magnetic fields.
Material Type
Different target materials also affect the sputtering voltage. Here are examples of ITO, copper, aluminum, titanium, manganese, and chromium target.
Sputtering Target
Sputtering Voltage
Indium Tin Oxide (ITO)
≈200V
Copper (Cu)
Aluminum (Al)
Titanium (Ti)
400~600V
Manganese (Mn)
Chromium (Cr)
>700V
Gas Pressure
Working gas pressure
Under the condition that various parameters (such as environmental conditions, power control panel parameters, etc.) remain unchanged, the increase of the working gas pressure will reduce the magnetic sputtering voltage.
Reactive gas pressure
On contrary, under the determined environment and constant power source, the increase of reactive gas pressure will result in the increase of magnetic sputtering voltage.
Distance Between Cathode & Anode
The distance between the cathode and anode in vacuum gas discharge can have a certain effect on the sputtering voltage. If the distance is too large, the internal resistance of the equivalent gas discharge is mainly determined by the plasma equivalent internal resistance. Conversely, if the distance is too small, the internal resistance of the plasma discharge will be small.
When the magnetron target ignited and enters the normal sputtering, if the distance between the cathode and anode is too small, although the sputtering current has reached the process setting value, the target sputtering voltage is still low.
Tungsten, a relatively rare and exotic metal, has been widely used in many products in our daily life. Tungsten has the advantages of high melting point, high hardness, excellent corrosion resistance, and good electrical and thermal conductivity. Most of its applications are based on these properties. Tungsten is not cheap because of its scarcity, but the price of tungsten is quite reasonable compared with the prices of other rare and exotic metals.
What are the Applications of Tungsten?
Tungsten is an important alloying element for the aerospace industry and the industrial gas turbine industry, because it can significantly improve the strength, hardness, and wear resistance of steel.
Tungsten filament is used in incandescent bulbs to replace tantalum, which was used many years ago, as an integral part of copper and silver electrical contacts for improved wear resistance. Tungsten wire can also be used to manufacture direct heating cathodes and grids of electronic oscillation tubes and cathode heaters in various electronic instruments.
Some of the other applications of Tungsten include the component of chemicals and catalysts, cutting blades, paints, pigments, inks, lubricants, etc.
How to Recycle Tungsten?
Tungsten’s unique properties of heavy weight, high hardness, and high melting point make tungsten waste ideal for recycling. The fact that it is chemically resistant is a key factor in tungsten recycling. Therefore, recycling tungsten-bearing scrap is more popular. The methods of tungsten recycling can be roughly divided into the direct method and the indirect method.
Direct Tungsten Recycling
The direct method means that the tungsten waste is converted into a powder of the same composition by chemical or physical treatment or a combination of both. A typical example of a direct method is a zinc treatment method. This method has many advantages, such as limited energy consumption and chemical waste, as well as low production costs. A disadvantage of this method is the limitation on recycled materials.
Indirect Tungsten Recycling
Indirect methods, such as wet chemical processing, are commonly used in refining processes. This type of recycling has no restrictions on materials, but requires a lot of chemicals and energy.
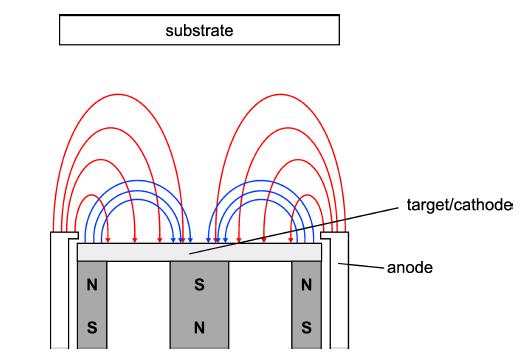
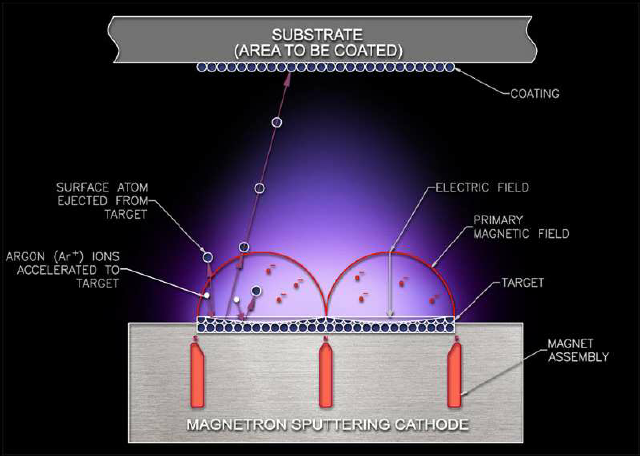
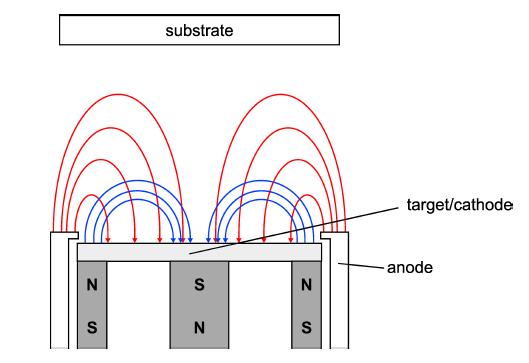
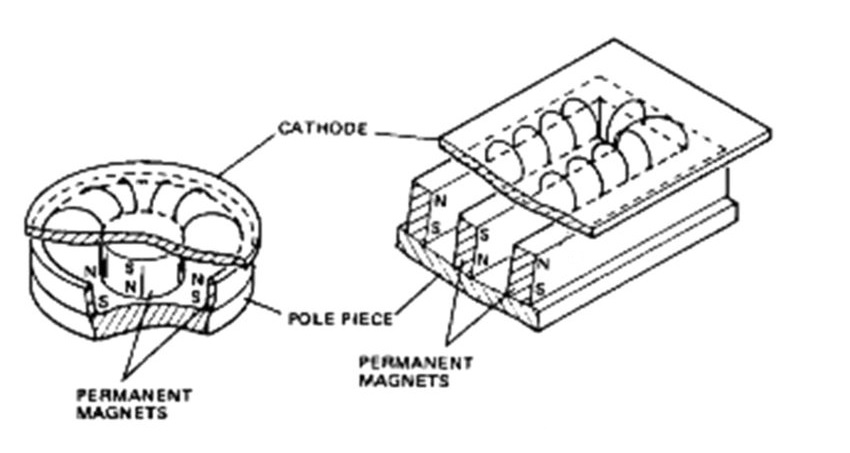
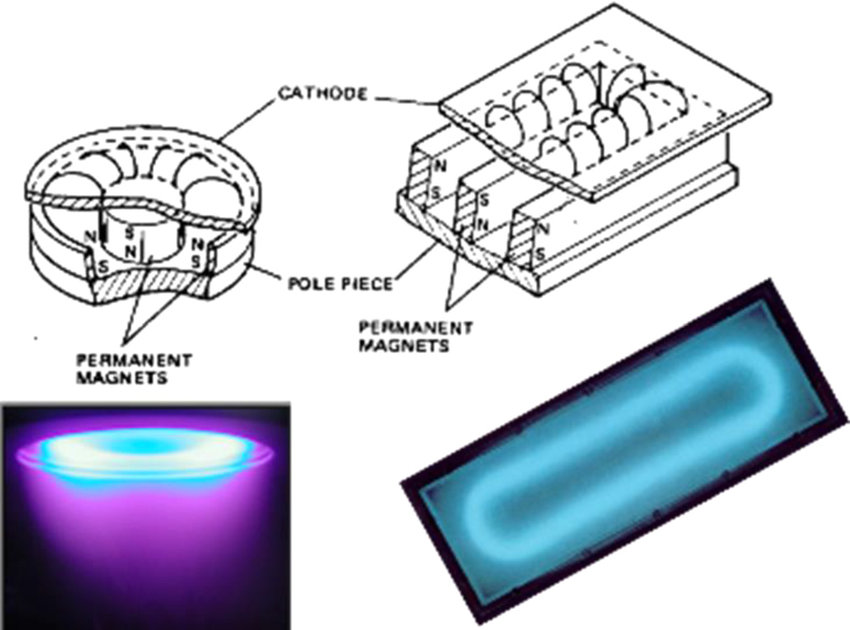
The planar magnetron is an exemplary “diode” mode sputtering cathode with the key expansion of a permanent magnet cluster behind the cathode. This magnet exhibit is organized so that the attractive field on the substance of the target is ordinary to the electric field in a shut way and structures a limit “burrow” which traps electrons close to the surface of the target. This enhances the effectiveness of gas ionization and compels the release plasma, permitting higher presence at the lower gas weight and attaining a higher sputter affidavit rate for Physical Vapor Deposition (PVD) coatings.
Although some distinctive magnetron cathode/target shapes have been utilized in magnetron sputtering processes, the most widely recognized target types are circular and rectangular. Circular magnetrons are all the more regularly found in littler scale “confocal” cluster frameworks or single wafer stations in group instruments. Rectangular Magnetrons are frequently found in bigger scale “in line” frameworks where substrates examine straightly past the focus on some type of carpet lift or transporter.
Color-online-Upper-Illustrations-of-circular-and-rectangular-planar-magnetron. Greene, J.. (2017). Review Article: Tracing the recorded history of thin-film sputter deposition: From the 1800s to 2017. Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films. 35. 05C204. 10.1116/1.4998940.
Most cathodes – including practically all circular and rectangular ones – have a straightforward concentric magnet design with the middle being one shaft and the edge the inverse. For the circular magnetron, this would be a generally little adjusted magnet in the middle, and an annular ring magnet of the inverse extremity around the outside with a hole in the middle. For the rectangular magnetron, the core one is typically a bar down the long hub (however short of the full length) with a rectangular “wall” of the inverse extremity and the distance around it with a hole in the middle. The crevice is the place the plasma will be, a roundabout ring in the circular magnetron or a lengthened “race track” in the rectangular.
The magnetron works with either an attractive arrangement – the middle could be north and the border might be south, or the other way around. Notwithstanding, in most sputter frameworks, there are various cathodes in reasonably close vicinity to one another, and you don’t need stray north/ south fields structured in the middle of the targets.
Those N/S fields ought to just be on the targets’ confronts, structuring the coveted attractive shafts there. Hence, it is completely attractive to verify all the cathodes in one framework are adjusted the same way, either all north on their borders or all south on their edges. What’s more, for offices with numerous sputter frameworks, it is similarly alluring to make all of them the same so cathodes can securely be traded between the frameworks without agonizing over magnet arrangement.
There are extra contemplations and choices in regard to the magnets. Most target materials are nonmagnetic and in this manner don’t meddle with the obliged attractive field quality. However, in the event that you are sputtering attractive materials, for example, iron or nickel, you will require either higher quality magnets, more slender targets, or both with a specific end goal to abstain from having the surface attractive field adequately shorted out by the attractive target material.
Past that, the magnet’s subtle elements, for example, attractive quality and crevice measurements, might be intended to enhance target material usage or to enhance consistency along the vital pivot of a rectangular target. It is even conceivable to utilize electromagnets rather than perpetual magnets, which can manage the cost of some level of programmable control of the attractive field, yet does, obviously, build many-sided quality and expense.
PVD, Physical Vapor Deposition, is a general term for a series of coating methods. It includes two main categories: evaporation deposition coating and sputtering deposition coating. To specifictly classify it, there are vacuum ion evaporation, magnetron sputtering, MBE molecular beam epitaxy, sol gel method, etc.
For PVD vacuum coating with different principles, the concept of uniformity will have different meanings with the coating scale and film composition, and the factors affecting uniformity are also different. In general, film uniformity can be understood from the following three aspects.
Uniformity in thickness (roughness)
From the scale of optical films (that is, 1/10 wavelength as a unit, about 100A), vacuum coating can easily control the roughness within 1/10 of the wavelength of visible light, and the uniformity is quite good.
But if it refers to the uniformity on the atomic layer scale (that is to say, to achieve 10A or even 1A surface flatness), the roughness of the film can be good or bad, which is also the main technical content and technical bottleneck in the current vacuum coating.
The thickness uniformity is mainly determined by the following points: 1) the degree of lattice matching between the substrate material and the target material; 2) the surface temperature of the substrate; 3) evaporation power, speed; 4) vacuum degree; 5) coating time, thickness.
Uniformity in chemical composition
In thin films, the atomic composition of compounds can easily produce non-uniform properties due to their small size. For example, in the process of preparing SiTiO3 thin films, if the material ratio and environment are not strictly controlled, the components of the prepared surface may not be SiTiO3, but Sr, Ti, and O may exist in other proportions.
The uniformity of the components of the evaporation coating is not easy to guarantee, and the specific factors that can be adjusted are the same as the above, but due to the limitation of the principle, for the non-single component coating, the uniformity of the components of the evaporation coating is not good.
Uniformity of lattice order
This determines whether the film is single crystal, polycrystalline, or amorphous. It is also a hot issue in vacuum coating technology.
Most modern buildings have begun to use large areas of glass for lighting, and its biggest advantage is that it can bring us brighter light and a wider view. However, since the heat energy transmitted through the glass is much higher than the surrounding walls, the energy consumption of the entire building increases significantly. In order to solve this problem, people have begun to study and apply large-area Low-E glass.
Low-E glass is commonly used in building construction because of its ability to save energy, control light, and for aesthetics. The sputtering target material is one of the essential components for making low-e glass, so this article will introduce 3 factors of target quality that influence large-area coating of low-E glass.
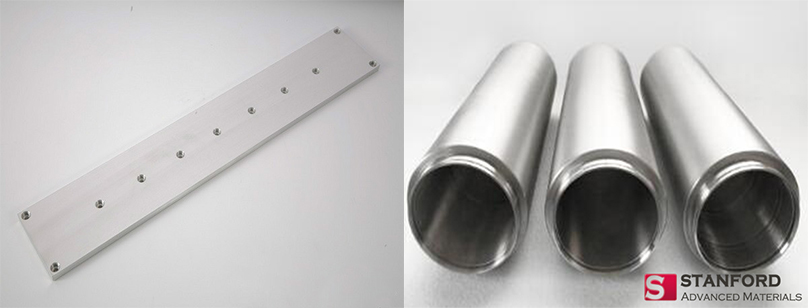
The shape of the target materials
For large-area coating, commonly used targets include planar targets and rotatory targets according to their shapes. The shape of the target affects the stability and film properties of the magnetron sputtering coating, as well as the utilization rate of the target. Therefore, the coating quality and production efficiency can be improved by changing the shape design of the target, and the cost can be saved.
Planar targets and rotatory targets
Relative density & porosity of the target
The relative density of the target is the ratio of the actual density to the theoretical density. The theoretical density of a single-component target is the crystal density, and the theoretical density of an alloy or compound target is calculated from the theoretical density of each component and its proportion in the alloy or mixture.
If the target material is loose and porous, it will absorb more impurities and moisture, which are the main pollution sources in the coating process. These impurities will hinder the rapid acquisition of high vacuum, easily lead to electrical discharge during the sputtering process, and even burn out the target. Find high-quality target material here: https://www.sputtertargets.net/
Target grain size and crystallographic direction
For targets of the same composition, the one with the smaller grain size has a faster deposition rate. This is mainly due to the fact that grain boundaries are more vulnerable to attack during the sputtering process, and the more grain boundaries, the faster the film formation.
In addition, the grain size also affects the quality of the film formation. For example, in the production process of Low-E glass, NiCr thin-film is used as the protective layer of the infrared reflection layer Ag, and its quality has a great influence on the coating products. Since the extinction coefficient of the NiCr film is relatively large, it is generally plated very thinly (about 3nm). If the grain size is too large and the sputtering time is short, the compactness of the film will be poor, the protective effect of the Ag layer will be reduced, and the coating product will be oxidized and removed.
Conclusion
The shape of the target mainly affects the utilization rate of the target material, and a reasonable size design can improve the utilization rate of the target material and save costs. The smaller the grain size, the faster the coating rate and the better the uniformity. The higher the purity and density, the lower the porosity, the better the quality of the film formation, and the lower the probability of slag removal by discharge.
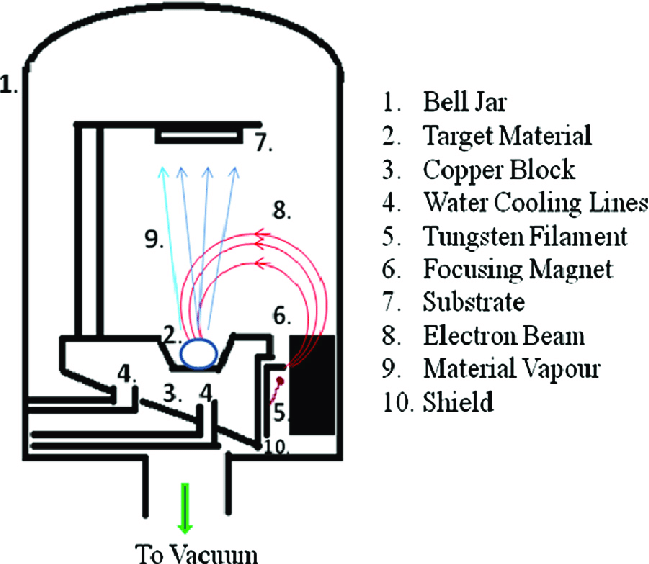
Electron beam deposition is a form of physical vapor deposition (PVD) in which the target anode material is bombarded with a stream of electrons generated by a tungsten filament. Electron beam thin film deposition techniques are widely used in R&D as well as in mass production applications.
Electron beam deposition is performed in a vacuum, typically starting the process at levels below 10-5 Torr. Once a suitable vacuum is reached, a tungsten filament in the electron beam source emits a stream of electrons. This electron beam can be generated in various ways, including thermionic emission, field electron emission, or ion arc source, depending on the design of the source and associated power supply.
In all cases, the negatively charged electrons are attracted to the positively charged anode material. The generated electron beam is accelerated to high kinetic energy and directed towards the material to be deposited on the substrate. This energy is converted into heat by interacting with the atoms of the evaporated material.
The purpose of generating a stream of electrons in an electron beam source is to heat the deposited material to a temperature above a vapor pressure threshold at a given background pressure. The vapor stream is then condensed onto the surface of the substrate.
Schematic representation of electron beam evaporation system depicting various parts.. Mohanty, P. & Kabiraj, Debdulal & Mandal, R.K. & Kulriya, Pawan Kumar & Sinha, Ask & Rath, Chandana. (2014). Evidence of room temperature ferromagnetism in argon/oxygen annealed TiO2 thin films deposited by electron beam evaporation technique. Journal of Magnetism and Magnetic Materials. 355. 240–245. 10.1016/j.jmmm.2013.12.025.
Deposition Rate
As with all thermal evaporation systems, the electron beam deposition rate depends on the temperature of the material being deposited and the vapor pressure (physical constant) of that material. For elemental materials, there is a fixed vapor pressure for any particular background pressure (vacuum) and material temperature. However, for alloys or composites, there may be different partial pressures associated with each component.
Compared with Sputter Coating
Unlike sputter deposition, where individual atoms arrive at the substrate surface with very high velocity and momentum, the thermally generated vapor stream arrives at the substrate surface at a considerably lower velocity, but a much greater velocity. In other words, e-beam deposition rates can be orders of magnitude greater than sputter deposition rates, making e-beam coatings very beneficial for high volume production or thick film requirements. One disadvantage, however, is that the material tends to condense directly on the substrate surface due to the different kinetic energy of the arriving species during electron beam evaporation than that of the sputtered species. In contrast, atoms of sputtered materials tend to penetrate several atomic layers (or more) to the substrate surface before losing momentum and then establishing cohesive bonds in nucleation structures and film growth. Thus sputtered films tend to provide better adhesion properties than thermally evaporated materials.
Molybdenum target inspection is a new digital imaging technology that combines traditional radiology technology with modern computer technology. It finally transforms the ordinary X-ray image into a digital image that can be quantized. The traditional X-ray film technology and the qualitative quality of image quality make it easier for radiologists to find suspicious malignant lesions in mammography, which is considered to be a method to improve the early detection rate of breast cancer.
Advantages
The mammography system has the characteristics of clear imaging, convenient and quick inspection operation, and small radiation dose. The instrument can accurately detect the shape, size, density, and nature of breast hyperplasia, lesions, masses, and calcifications. It can accurately judge and identify calcifications of breast lesions that cannot be identified by color Doppler ultrasound, and is known as the “gold standard” for international breast disease examination.
As a non-invasive method of examination, mammary gland Molybdenum target X-Ray inspection has a relatively small pain in the examination of the breast. The images retained are available for comparison before and after, regardless of the limit of age or body shape. Mammography has now become a routine breast disease examination with a sensitivity of 82% to 89% for breast cancer and a specificity of 87% to 94%.
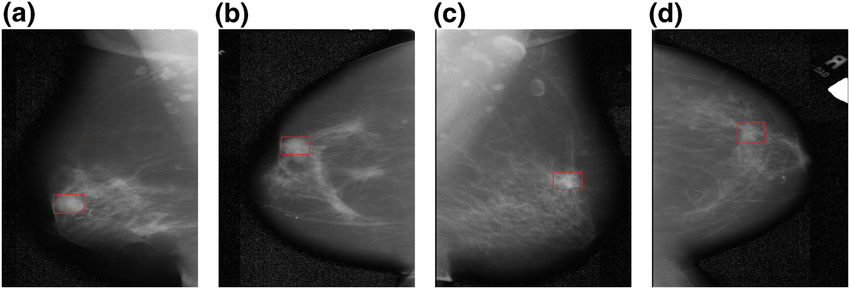
Molybdenum target mammograms of a patient. (a) and (b) are molybdenum target mammograms of the patient’s left breast from the craniocaudal (CC) and mediolateral oblique (MLO) views, respectively, while (c) and (d) are molybdenum target mammograms of the patient’s right breast from the CC and MLO views, respectively. Sun, Lilei & Jie, Wen & Wang, Junqian & Zhao, Yong & Zhang, Bob & Wu, Jian & xu, Yong. (2022). Two‐view attention‐guided convolutional neural network for mammographic image classification. CAAI Transactions on Intelligence Technology. n/a-n/a. 10.1049/cit2.12096.
Unique value
1 It can be used as a relatively non-invasive method of examination, and it can fully and accurately reflect the structure of the entire breast.
2 Molybdenum target inspection can be used to observe the effects of various physiological factors (such as menstrual cycle, pregnancy, lactation, economic status and endocrine changes) on the mammary gland structure, and can be used for dynamic observation.
3 Benign lesions and malignant tumors of the breast are relatively reliably identified.
4 Breast cancer can be detected early, and even occult breast cancer that is not clinically detectable can be detected.
5 According to the Molybdenum target inspection, some precancerous lesions can be found and can be followed up for observation.
Conclusion
In conclusion, Mammary gland Molybdenum target X-Ray inspection is currently the first choice and the easiest and most reliable non-invasive detection method to diagnose breast diseases. It is relatively less painful, easy to operate, and has high resolution.
Stanford Advanced Materials (SAM) Corporation is a global supplier of various sputtering targets such as metals, alloys, oxides, and ceramic materials which are widely used in the medical industry. We will regularly update knowledge and interesting stories of sputtering targets on our website. If you are interested, please visit https://www.sputtertargets.net/ for more information.
Nowadays, mobile phones have become the most indispensable thing for the masses. Mobile phone displays are also becoming more and more high-end, such as full-screen designs, small bang designs, and so on.
One of the most important steps in making a mobile phone LCD screen is thin film coating, using magnetron sputtering to sputter the molybdenum target onto the liquid crystal glass to form a Mo thin film. Molybdenum thin films have the advantages of high melting point, high electrical conductivity, low specific impedance, good corrosion resistance and good environmental performance. Compared with the chromium film, the specific impedance and film stress of the molybdenum film are only half of that.
As an advanced film material preparation technology, sputtering has two characteristics of “high speed” and “low temperature”. It concentrates ions into a high-speed ion stream in a vacuum to bombard a solid surface. The kinetic energy exchange between the ions and the atoms on the solid surface causes the atoms on the solid surface to leave the target and deposit on the surface of the substrate to form a nano (or micro) film. The bombarded solid is a material for depositing a thin film by sputtering, which is called a sputtering target.
In the electronics industry, molybdenum sputtering targets are mainly used for flat panel displays, electrodes and wiring materials for thin film solar cells, and barrier materials for semiconductors. These are based on its high melting point, high electrical conductivity, low specific impedance, good corrosion resistance, and good environmental performance.
Molybdenum used in components of LCDs can greatly improve the brightness, contrast, color, and life of the LCD. One of the major applications for molybdenum sputtering targets in the flat panel display industry is in the TFT-LCD field.
In addition to the flat panel display industry, with the development of the new energy industry, the application of molybdenum sputtering targets on thin film solar photovoltaic cells is also increasing. The molybdenum sputtering target mainly forms a CIGS (Copper Indium Gallium Selenide) thin-film battery electrode layer by sputtering. Among them, molybdenum is at the bottom of the solar cell, and as a back contact of the solar cell. It plays an important role in the nucleation, growth, and morphology of the CIGS thin film crystal.
Thermal evaporation, or vacuum evaporation, refers to the vaporization of evaporation materials. By heating evaporation materials to a certain temperature, the vapor pressure becomes appreciable, and the surface or molecules are lost from the surface in the vacuum. Vaporization can come from the surface of a liquid or from the surface of a solid. The equilibrium vapor pressure (EVP) is 10-2 Torr. Some evaporation materials have a vapor pressure so that they can sublime or evaporate (e.g., titanium) at temperatures near their melting points. Some composites sublime and some evaporate.
Studies about thermal evaporation in vacuum began in the late 19th century. In the 1880s, H. Hertz and S. Stefan determined the equilibrium vapor pressure, but they did not consider using of vapor to form thin films.In 1884, Thomas Edison applied for a patent covering the vacuum evaporation of “heating to incandescence” and film deposition. However, his patent makes no mention of the evaporation of molten materials, and many materials do not evaporate at an appreciable rate until they reach or exceed their melting point. Edison did not use the process in any application, presumably because radiant heating from the source was detrimental to the vacuum materials available at the time.
In 1887, Nahrwold reported the formation of platinum thin films by subliming platinum evaporation materials in a vacuum. Therefore, some believe that he was the first to use thermal evaporation to form thin films in a vacuum.
In 1907, Soddy proposed that it would be possible to evaporate solid calcium onto the surface to reduce the residual pressure in the sealed tube. This is believed to be the first “reactive deposition” process in history.
In 1909, Knudsen proposed the “Knudsen Cosine Distribution Law” for vapor from a point source. After 6 years, he refined the free surface evaporation rate as a function of equilibrium vapor pressure and ambient pressure. The resulting equation is called the Hertz-Knudsen surface equation for free-surface vaporization. Honig summarized the equilibrium vapor pressure data for 1957.
Various Types of Evaporation Pellets
From the early 1900s to the mid-1900s
In 1912, von Pohl and Pringsheim reported the formation of thin films by evaporating solid materials in a vacuum using a magnesia crucible as a container. Their experiments are sometimes considered the first thin-film deposition by thermal evaporation in a vacuum.
In 1931, Ritschl reported thermal evaporation of silver from a tungsten wire basket to form half-silvered mirrors. And he is often credited with being the first to use evaporation from a filament to form a film in a vacuum.
Evaporating Aluminum Thin-Film
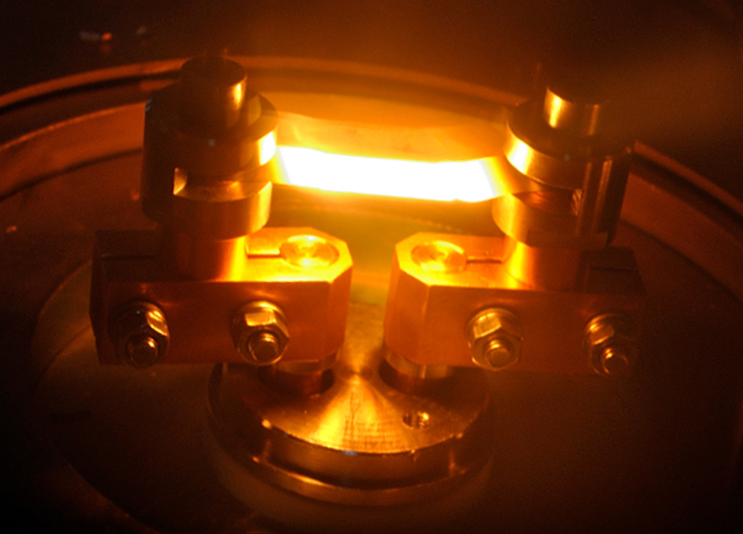
Cartwright and Strong reported on the evaporation of metals from tungsten wire baskets in the same year. However, their attempts to vaporize aluminum failed, because molten aluminum would wet with the tungsten filament to form an alloy, which causes it to “burn out” when there is a relatively large volume of molten aluminum.
Aluminum thin films were not successfully produced by vacuum evaporation until 1933, when John Strong used large gauge tungsten filaments wetted by molten aluminum. John has done extensive development work for astronomical mirror coatings using the aluminothermic evaporation of multiple tungsten wires. Strong, with the help of designer Bruce Rule, used multiple filaments and a 19-foot diameter vacuum chamber to aluminize the 200-inch Palomar telescope mirror in 1947.
AR Coating
In 1933 A.H. Pfund vacuum-deposited the first single-layer (AR) coating (ZnS) while reporting on making beamsplitters and Bauer mentioned AR coatings in his work on the properties of alkali halides.
The Germans deposited CaF2 a nd MgF2 AR coatings during WWII. Plasma cleaning of glass surfaces is reported to have been used by Bauer at the Zeiss Company in 1934. The Schott Company (Germany) was also reported to have deposited three-layer AR coatings by flame-pyrolysis CVD during WWII.
In 1935, based on Bauer’s observation, A. Smakula of the Zeiss Company developed and patented AR coatings on camera lenses. The patent was immediately classified as a military secret and was not revealed until 1940.
In1936, Strong reported depositing AR coatings on glass.
In 1939, Cartwright and Turner deposited the first two-layer AR coatings.
One of the first major uses of coated lenses was on the projection lenses for the movie Gone With the Wind, which opened in December 1939. The AR-coated lenses gained importance in WWII for their light-gathering ability in such instruments as rangefinders and the Norden Bombsight.
The AR coated lenses gained importance in WWII for their light-gathering ability in such instruments as rangefinders and the Norden Bombsight. During WWII, baking of MgF2 films to increase their durability was developed by D.A. Lyon of the U.S. Naval Gun Factory. The baking step required that the lens makers coat the lens elements prior to assembly into compound lenses.
In 1943, the U.S. Army sponsored a conference on “Application of Metallic Fluoride Reflection Reducing Films to Optical Elements.” The proceedings of this conference are probably the first extensive publication on coating optical elements.
In 1958, the U.S. military formally approved the use of “vacuum cadmium plating” (VacCad) for application as corrosion protecmium. In recent years Physical Vapor Deposition (PVD) methods have been used to replace electroplating in a number of applications to avoid the water pollution associated with electroplating.
From the mid-1900s to the late 1900s
E-beam Evaporation Development
In 1949, Pierce described the “long-focus” electron beam gun for melting and evaporation in a vacuum. The long focus gun suffers from shorting due to the deposition of evaporated material on the filament insulators that are in the line of sight of the evaporating material. Deposition rates as high as 50 µm/s have been reported using e-beam evaporation. To avoid exposure of the filament to the vapor flux, bent-beam electron evaporators were developed.
In 1951, L. Holland patented the use of accelerated electrons to melt and evaporate the tip of a wire (“pendant drop”), which involved no filament or crucible.
In 1968, Hanks filed a patent on a 270° bent beam electron beam evaporation source that has become the most widely used design. Mastering the electron beam allows the energy of the electron beam to be distributed over the surface.
In 1970, Kurz was using an electron-beam system to evaporate gold for web coating. In electron beam evaporation a high negative “self-bias” can be generated on the surface of an insulating material or on an electrically isolated fixture. This bias can result in high-energy ion bombardment of the self-biased surface.
In 1971, Chambers and Carmichael avoided that problem by having the beam pass through a small hole in a thin sheet in a section of a plate that separated the deposition chamber from the chamber where the filament was located. This allowed a plasma to be formed in the deposition chamber while the filament chamber was kept under a good vacuum. The plasma in the deposition chamber allowed ion bombardment of the depositing film material as well as “activation” of reactive gas.
In 1972, the use of a hollow cathode electron emitter for e-beam evaporation was reported by J.R. Morley and H. Smith.
In 1978 H.R. Smith described a unique horizontally emitting electron beam (EB) vapor source. The source used a rotating crucible to retain the molten material, and its function was to coat large vertical glass plates. A number of thermoelectron-emitter e-beam source designs followed, including rod-fed sources and “multi-pocket” sources. The high voltage on the filament prevented the source from being used in a plasma where ions accelerated to the cathodic filament; this caused rapid sputter-erosion of the filament.
Crucible material Development
In 1951 Picard and Joy described the use of evaporation of materials from an RF-heated crucible. In 1966 Ames, Kaplan, and Roland reported the development of an electrically conductive TiB/BN composite ceramic (Union Carbide Co., UCAR™) crucible material that was compatible with molten aluminum.
Directed Deposition Development
The directed deposition is confining the vapor flux to one axis by eliminating off-axis components of the flux. Directed deposition can be attained by the collimation of the vaporized material. This was done in evaporation by Hibi (1952), who positioned a tube between the source and the substrate. Collimation was also attained by H. Fuchs and H. Gleiter in their studies of the effects of atom velocity on film formation using a rotating, spiral-groove, velocity selector.
In 1983, Ney described a source that emitted a gold atom beam with a 2° divergence. Recently, “directed deposition” has been obtained using a flux of thermal evaporated material projected into a directed gas flow.
Thermally Evaporating Development
When thermally evaporating alloys, the material is vaporized with a composition in accordance with Raoult’s Law (1887). This means that the deposited film will have a continuously varying composition unless very strict conditions are met as to the volume of the molten pool using a replenishing source. One way of avoiding the problem is by “flash evaporation” of small volumes of material.
In 1948, L. Harris and B.M. Siegel reported flash evaporation by dropping small amounts of material on a very hot surface so that all of the material was vaporized before the next material arrived on the hot surface.
In 1964, Smith and Hunt described a method for depositing continuous strips of alloy foils by evaporation. Other free-standing thin-film structures are also deposited, such as beryllium Xray windows and nuclear targets.
To learn more about the history of thermal evaporation, please follow our website. We will update articles about evaporation pellets every week, so stay tuned. If you want to buy high-quality evaporating pellets, please visit our official website for coating materials at https://www.sputtertargets.net/.
In recent years, the rapid economic development and the continuous improvement of people’s living standards have led to the continuous emergence of high-tech thin-film products, especially in the field of electronic materials and components. Vacuum coating technology has also gained significant application in this field.
At present, the common film-forming methods include vapor-phase film-forming method, oxidation method, ion implantation method, diffusion method, electroplating method, coating method, liquid-phase growth method, etc. The vapor generation method can be further subdivided into physical vapor deposition, chemical vapor deposition, and discharge polymerization.
Principle
The experiments listed in this article are related to physical vapor deposition coatings. This method is basically carried out under vacuum, so it is called vacuum coating technology.
Vacuum evaporation, sputter coating, and ion plating are commonly referred to as basic physical vapor deposition thin film preparation techniques. The vacuum evaporation coating method is a method in which the evaporation material of a film to be formed in a vaporization chamber is heated in a vacuum chamber, and atoms or molecules are vaporized from the surface to form a vapor stream, which is incident on the surface of the substrate and condensed to form a solid film.
Purposes
To familiarize yourself with the operating procedures and methods obtained by vacuum;
In order to understand the principle and method of evaporation coating;
To learn how to use evaporation coating technology.
Results
(1) Vacuum conditions during evaporation
When the average free path of the vapor molecules in the vacuum vessel is greater than the distance between the evaporation source and the substrate (called the steaming distance), sufficient vacuum conditions are obtained. For this reason, it is necessary to increase the mean free path of the residual gas to reduce the collision probability of the vapor molecules with the residual gas molecules, and to evacuate the vacuum chamber to a high vacuum.
(2) How to choose evaporation source selection
1 It should have good thermal stability, chemical inactivity; the vapor pressure of the heater itself is sufficient to reach the evaporation temperature.
2 Its melting point should be higher than the evaporation temperature of the evaporated material. The heater should have a large enough heat capacity.
3 The mutual melting of the evaporated material and the evaporation source material must be very low, and it is difficult to form an alloy.
4 The material used for the coil-shaped evaporation source is required to have a good wetting with the evaporation material and a large surface tension.
5 For a case where it is difficult to form a filament, or when the surface tension of the evaporation material and the filament evaporation source is small, a boat-shaped evaporation source can be used.
(3) Main physical processes of thermal evaporation coating
1 Using various forms of thermal energy conversion to vaporize or sublimate the coating material into gaseous particles (atoms, molecules or atomic groups) with certain energy (0.1~0.3eV);
2 Gaseous particles are transported to the substrate by a substantially collision-free linear motion;
3 Particles are deposited on the surface of the substrate and agglomerated into a film.
(4) Factors affecting the quality and thickness of vacuum coating
There are many factors affecting the quality and thickness of the vacuum coating, including the degree of vacuum, the shape of the evaporation source, the position of the substrate, and the temperature of the evaporation source. The solid matter has very low evaporation at normal temperature and normal pressure. The higher the degree of vacuum, the easier it is for the molecules of the evaporation source material to scatter away from the surface of the material. The fewer molecules in the vacuum chamber, the lower the probability that the evaporating molecules will collide with the gas molecules, so that the surface of the substrate can be reached unobstructed straight.